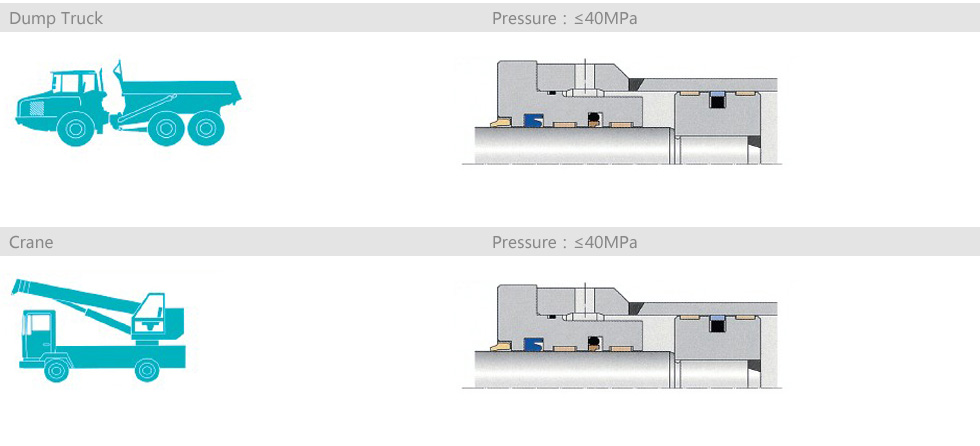
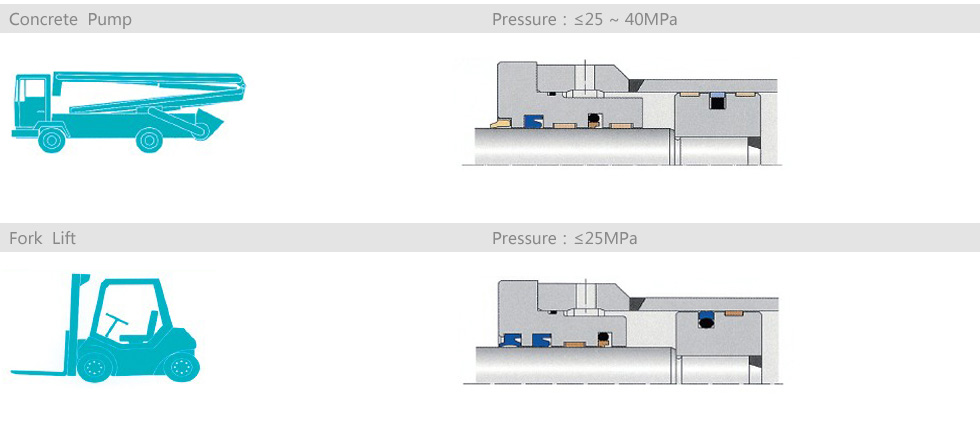
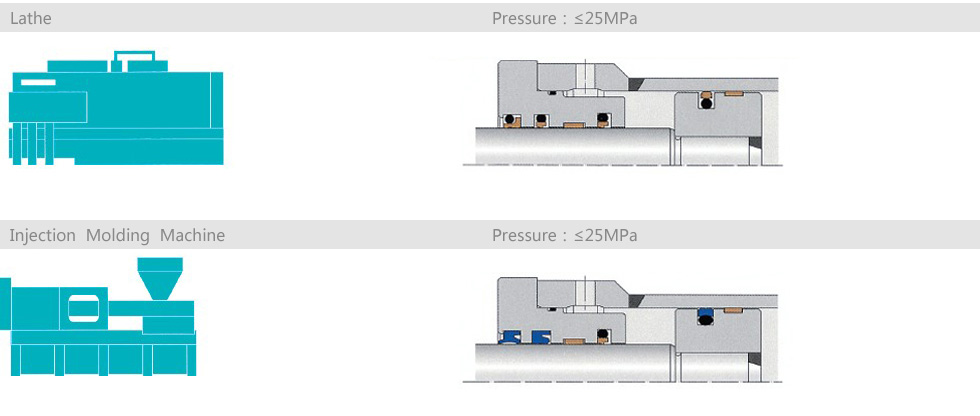
Hydraulic seals system is the general term that describes the sealing system which be used in moving parts (In general, reciprocating motion )of hydraulic equipment. Different types of the seals are combinated use according to special application situation. Common hydraulic seals as following:
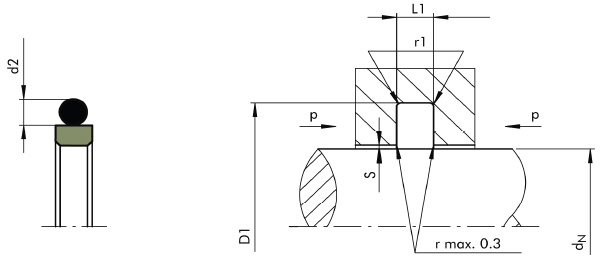
Glyd Ring
Glyd Ring is made up of PTFE Ring and O-Ring. O-Ring provide preload, then provide compensation effect for PTFE square ring`s wear. Apply to the hydraulic cylinder piston seal, and it`s two-way sealing. In generally, guide ring will be used together.
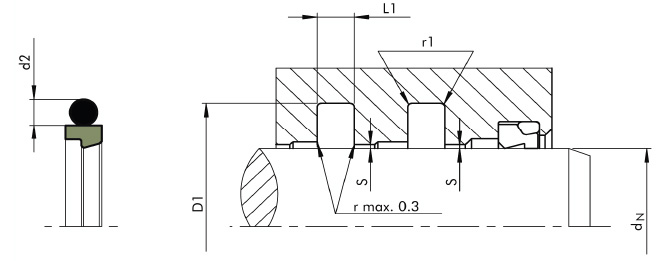
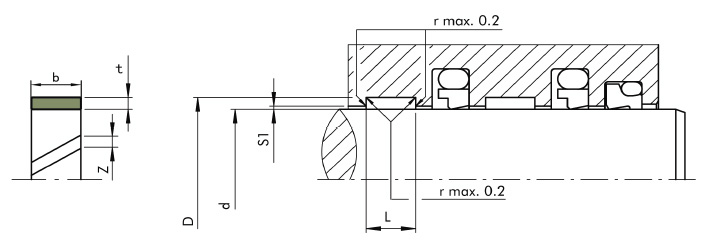
Step Ring
Step Ring is made up of PTFE Ring and O-Ring. O-Ring provide preload, then provide compensation effect for PTFE square ring`s wear. Apply to the hydraulic cylinder piston seal, and it`s one-way sealing. In generally, guide ring will be used together.
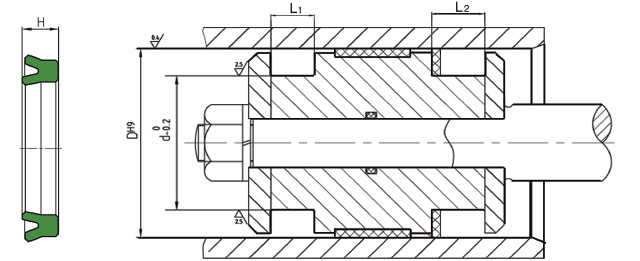
Y-Ring
Y-Ring is made up of inner lip and outer lip, called U-Ring. The friction coefficient of Y-Ring is small, so as the sealing ring of reciprocating motion, it`s widely used in hydraulic industry.
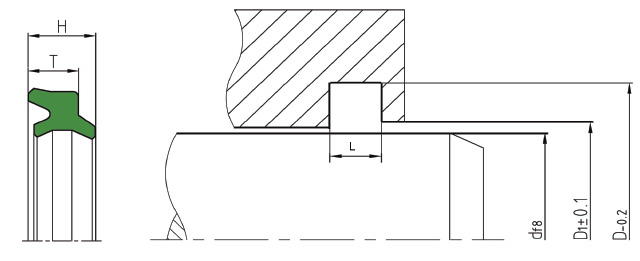
Dust ring
Dust Ring installed on a piston-rod of a hydraulic pressure cylinder or end cover of plunger rod`s exhaust. It could prevent dust and waterlogging from entering into hydraulic cylinder effectively. Moreover, it takes assistance sealing.
Guide Ring
Gudie Ring is used in moving piston and piston rod of hydraulic cylinder, with precision guidance. It could avoid the direct contact between sliding parts and sliding parts. Meanwhile, it could bear the radial force and compensate temperature change.






IBG Advantage
The reasons that we could cooperate with our customers in a long term: suitable material, innovation strength, strictly quality management and more experience. We have more 20000 molds and large raw material recipe database, could solving each sealing problems.
My company and the customers a solid partnership depends on the achievement of the following aspects: the basic experience material applicability, innovation strength, strict quality management and function integration. Our company has more than 20000 sets of molds with huge database of raw material, processing the sealing problem of seals in various media and various conditions with enough experience.
The procurement division, according to the importance and function of sealing parts, sometimes referred to as C class supplies purchase, in fact the sealing member should belong to a class material. Hydraulic and pneumatic valve seal is the core component technology.
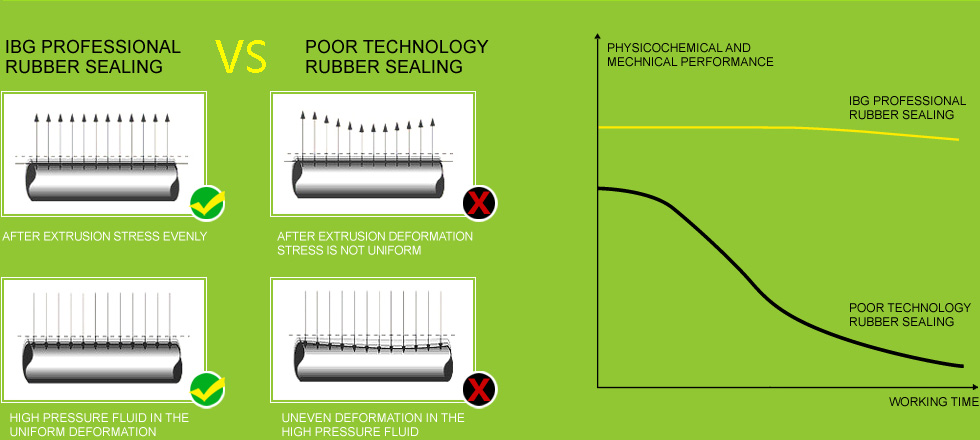
Material Advantage
Cooperation with Dupont, JSR, Dow corning and large raw material recipe database, make our material properties are relatively stable, ensure quality. Rubber formula design ability which make us meet customers demand better.
Product Inspection & Quality Control
Material Inspection:
Take testing for all storage material, and issue the corresponding raw material property report, meanwhile compare with raw material own property report, two reports property value is consistent, then put into storage.
Mold Inspection:
Die Mold development finished or after cleaning, we will check the full size of the mold, ensure quality for each cavity's product.
Product Inspection:
During production, inspectors will check semi-finished products, ensure product process and make the defective rate control in a reasonable range.
Quality Control:
Quality Department will check product appearance for each batch.
Full Inspection:
Optional Sorting Machine ensure products appearance, 100% qualified.
The speed of Glyd Ring, Step Ring, Guide Ring is 0~5.0m/s, the speed of PU lip sealing is 0.03 ~0.8 m/s, the speed of Dust ring is 0~1.0 m/s.
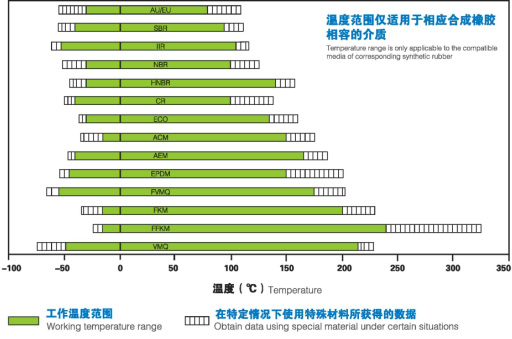
The working temperature is subject to material. Working temperature showed as following:
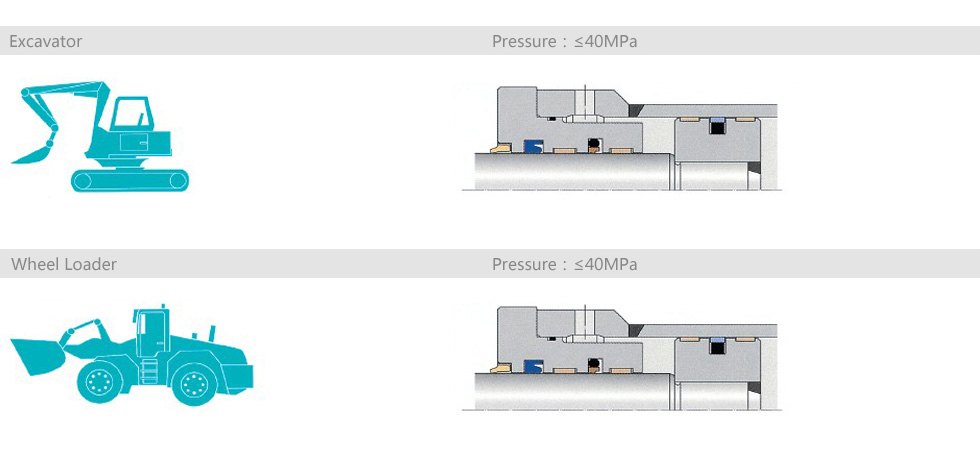
The working pressure of Glyd Ring, Step Ring is 0~40 Mpa, the best working pressure of PU lip sealing is 2.5~31.5 Mpa.
It`s important that keep the clean of working medium. Oil aging or pollution could make the components fail, accelerate the aging and abrasion of oil seal. Moreover the dirt could lead seal failure. Therefore, workers must be check the quality and cleanliness of oil regularly. Sealing parts are burn out by high temperature which caused by residual air compressed in oil of cylinder. In order to avoid it, in the initial operation of hydraulic system, exhaust air disposal is needed, hydraulic cylinder also should be work several minutes firstly under low pressure and slow running. Work normally after confirming that all of the air have be removed.
Our hydraulic seals are produced with high quality material and advanced technology according to national standard and international standard and won high praise because of excellent resistance to oil, low-temp., high-temp., high pressure, acid-base and various of chemical medium.
Install the rod seal ( including:PTFE, PU, NBR, etc), process as following:
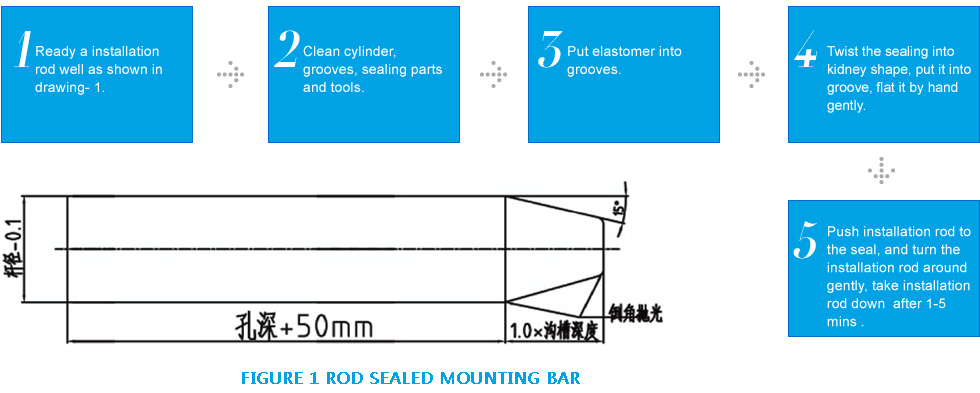
Install the rod seal ( including:PTFE, PU, NBR, etc), process as following:
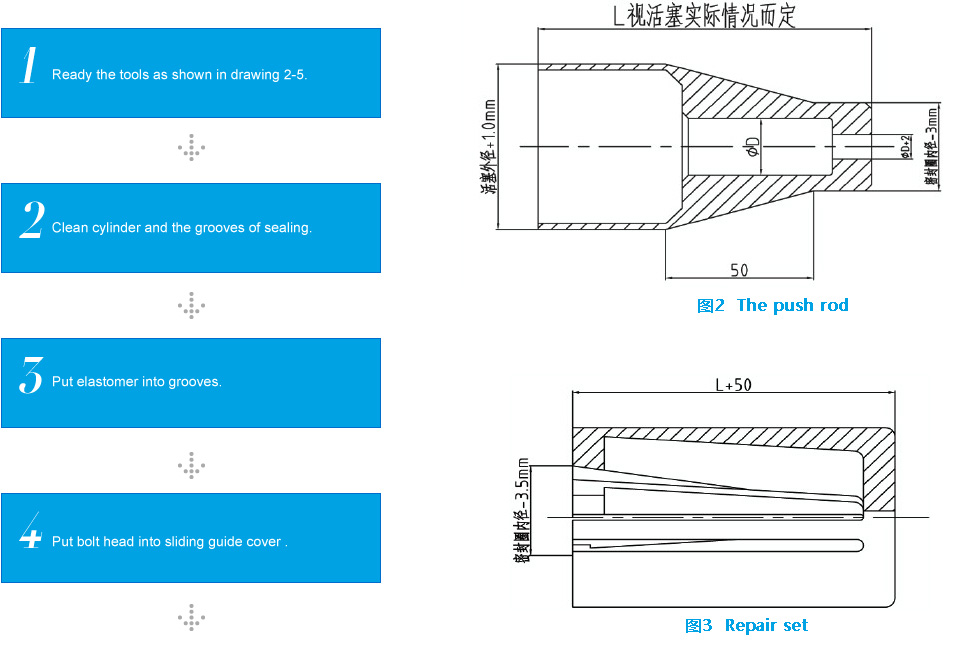
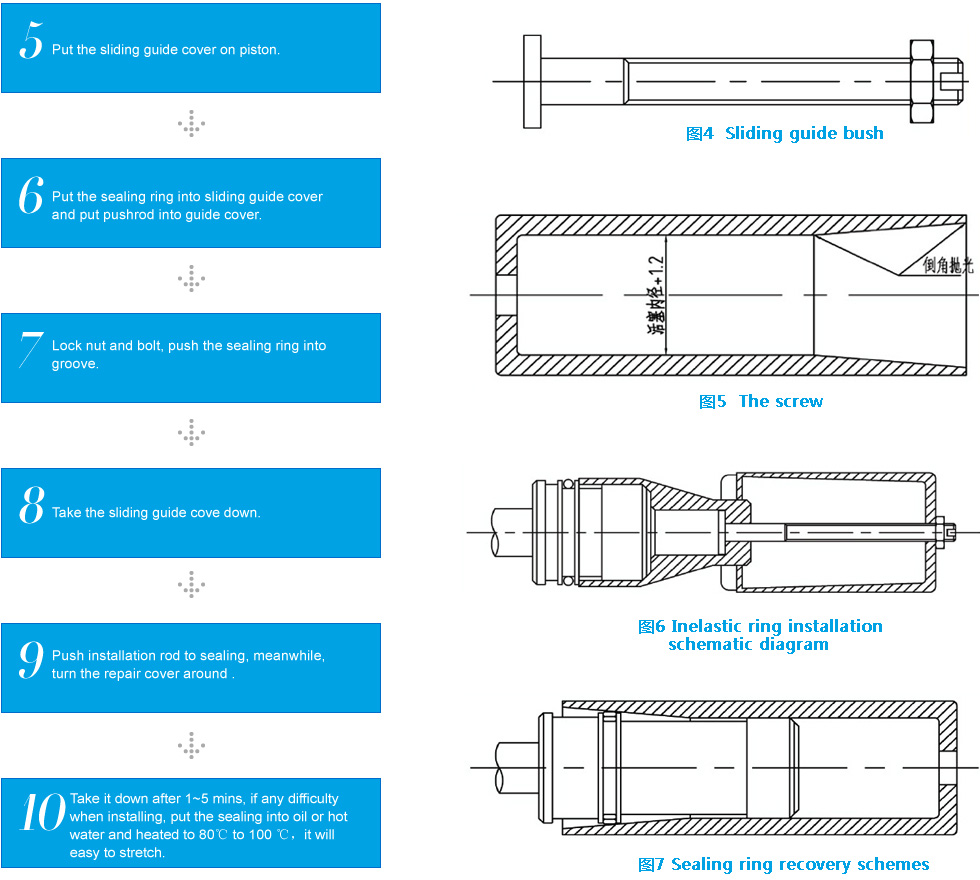
★Notes:
1. Clean the impurities of cylinder and pipeline;2. Sealing couldn`t contact with impurities, in order to avoid leakage;
3. Smear hydraulic oil on the surface of sealing ,piston rod and cylinder;
4. Put a cover on the lip of sealing, avoid the thread direct touch with step;
5. If the lip of sealing will go through hole, push it to the lip gently by plastic rod, in case the lip of sealing break.
- Sealing parts with rough edge is usually in the low pressure side.
Description
- Clearance/pressure is too large; hardness/elasticity is too low; groove gap is too small; irregular clearance size; improper size of sealing parts.
Reason
- Reducing clearance size, choosing higher hardness or better elasticity material, reasonable groove design.
Solutions
- Sealing parts become twisting.
Description
- Improper installation, movement speed is too low, material too hard or elasticity too small,improper groove size, rough groove surface.
Reason
- Correct installation, choosing high elasticity material, suitabel groove designation and surface finish, trying to use support ring.
Solutions
- Contacting surface of sealing parts display permanent deformation.
Description
- Pressure is too large, higher temperature;un-finished sulfuration treatment;material is overexpansion in the chemical medium.
Reason
- Choosing material which is low deformation rate; suitable groove design; confirming materials and medium are compatibility.
Solutions
- The whole or part of sealing parts appear wound.
Description
- The edge of groove is sharp, size is not suitable. Hardness or elasticity is lower; Surface is dirty.
Reason
- Clear sharp edge; design more reasonable groove designation; choose suitable size; choose more elasticity and higher hardness sealing parts.
Solutions
- Sealing parts contacting surface is plane deformation, maybe have crack.
Description
- Unreasonable designation; material deformation, which is caused by heat and chemical medium; or lager pressure.
Reason
- Groove designation shoule consider material deformation, which is caused by heat and chemical medium; or lager pressure.
Solutions
- High temperature contacting surface shown radial crack; maybe material change softer, or material become shiny due to high temperature .
Description
- Material could not bear high temperature, or temperature beyond estimated, or temperature change frequently.
Reason
- Choose high temperature resistance material, if possible, try to reduce temperature of sealing surface.
Solutions
- Seal fade also have powder residue on the surface .
Description
- Chemical reactions bring electrolysis, unreasonable groove designation, material and medium is incompatible.
Reason
- Choos suitable material with medium, checking groove designation.
Solutions
- The whole or parts of is wear, material wear particle could be found.
Description
- Surface cleaness is worse, more higher temperature, seal surface treatment is not thorough.
Reason
- Using groove cleaness which is suggested, clean wear pats.
Solutions
- The seal surface appear bubbles, pits, scars; pressure material absorption gas in medium, when the pressure is sulienly reduced, the gas absorbed by the material fast escape. Cause sealing epidermal blasting.
Description
- Pressure changed frequently, hardness and elasticity of material too low.
Reason
- Choose higher hardness and elasticity material, reduce decompression speed.
Solutions
- Chemical corrosion could cause each kinds defects, such as crack, small hole or color fading, sometimes, chemical corrosion could be tested by instruments.
Description
- Materials and medium does not match, or higher temperature.
Reason
- Choose more chemical resistant material.
Solutions
- It is difficult to test this flaw, normal form--section size become smaller.
Description
- Improper sulfidizing, hardness too low, or used plasticizer material.
Reason
- Avoid using plasticizer material, assure the sealing parts through correct fluidization process, in order to reduce leakage.
Solutions
- Section of sealing parts have dirty matters.
Description
- The producing environment is damaged, material is corrosion, material is non semiconductor industry grade material.
Reason
- Pay attention to cleaness when producing and packing, controlling environment of deliverying and application.
Solutions

